Introduction: Why Cable Application in Industry Is a Critical Buying Decision
In industrial environments, cables are far more than simple conductors of electricity or data. They are mission-critical components that directly affect productivity, safety, operational continuity, and long-term costs.
For cable buyers—whether procurement managers, project engineers, plant owners, or system integrators—understanding cable application in industry is essential to making informed, profitable decisions.
Choosing the wrong cable can lead to frequent failures, signal interference, production downtime, equipment damage, and even serious safety risks.
This guide is written to go beyond surface-level descriptions and provide a deep, practical, buyer-oriented understanding of how industrial cables are applied, why specific cable types exist, and how to select the right solution for real-world industrial conditions.
>>> bic cable
What Does Cable Application in Industry Really Mean?
Cable application in industry refers to the specific functional, environmental, mechanical, and electrical conditions under which a cable is expected to operate reliably over time.
Unlike residential or commercial cables, industrial cables are designed for continuous operation in harsh conditions such as extreme temperatures, vibration, chemical exposure, electromagnetic interference, moisture, dust, and mechanical stress.
Understanding cable application means matching the cable’s construction—conductor, insulation, shielding, armor, and jacket—to the actual demands of the industrial process rather than relying on generic specifications or price comparisons.
Major Categories of Cable Application in Industry
Power Cable Applications in Industrial Systems
Power cables are the backbone of industrial electrical systems, responsible for delivering energy from power sources to machinery, motors, switchgear, transformers, and control panels.
In industrial cable applications, power cables must withstand high current loads, thermal stress, and mechanical forces while maintaining electrical stability.
These cables are commonly used in manufacturing plants, power stations, mining operations, cement factories, and oil and gas facilities.
Buyers must consider voltage rating, current capacity, insulation type, installation method, and environmental exposure when selecting industrial power cables, as improper choices often result in overheating, insulation breakdown, and costly downtime.
Control Cable Applications in Automation and Machinery
Control cables play a vital role in industrial automation by transmitting command and feedback signals between control systems and field devices.
In cable application in industry, control cables are used extensively in PLC systems, conveyor lines, robotic equipment, packaging machinery, and production lines.
These cables must offer flexibility, mechanical durability, and resistance to electrical noise, especially in environments with frequent movement or vibration.
For buyers, the most important factors include core count, conductor size, shielding requirements, and compatibility with automation standards.
Instrumentation Cable Applications for Process Accuracy
Instrumentation cables are designed to transmit low-level, highly sensitive signals from sensors and measuring devices to control systems.
In industrial cable applications, these cables are essential in industries where precise measurement of pressure, temperature, flow, or level is critical, such as oil and gas, petrochemical plants, power generation, and water treatment facilities.
These cables typically feature twisted pairs and multi-layer shielding to protect signals from electromagnetic interference.
Buyers should pay close attention to shielding configuration, pair identification, and compliance with industry standards to ensure signal integrity and operational accuracy.
Data and Communication Cable Applications in Industrial Networks
As industries become increasingly digitized, data communication cables have become fundamental to industrial operations.
Industrial Ethernet, fieldbus, and network cables are used to connect PLCs, HMIs, SCADA systems, sensors, and industrial servers.
Unlike office networks, cable application in industry requires data cables that can withstand harsh physical conditions, electrical noise, and continuous operation.
Buyers must consider data speed, protocol compatibility, shielding effectiveness, and mechanical robustness when selecting industrial communication cables.
Cable Application in Industry Based on Environmental Conditions
High-Temperature Cable Applications
Many industrial environments expose cables to elevated temperatures, including steel plants, glass manufacturing, foundries, and engine rooms.
In these applications, standard insulation materials quickly degrade, leading to brittle jackets and electrical failure.
High-temperature industrial cables are designed with specialized insulation materials such as silicone rubber, XLPE, or fluoropolymers that maintain performance under continuous heat exposure.
Buyers must verify maximum operating temperature ratings and long-term thermal stability to ensure reliability.
Chemical-Resistant Cable Applications
In industries such as chemical processing, pharmaceuticals, food production, and machine manufacturing, cables are frequently exposed to oils, solvents, acids, and cleaning agents.
Cable application in industry under these conditions requires jackets made from materials like PUR, special PVC compounds, or elastomers that resist chemical attack.
Selecting the wrong jacket material often leads to swelling, cracking, or insulation failure, making chemical compatibility a key buying consideration.
Moisture, Outdoor, and UV-Resistant Cable Applications
Industrial cables used outdoors or in wet environments such as wastewater plants, ports, renewable energy installations, and mining operations must resist moisture ingress, UV radiation, and weather extremes.
In these cable applications, robust outer jackets and water-blocking features are essential to prevent corrosion and insulation damage.
Buyers should evaluate UV resistance, ingress protection, and installation conditions before making a purchase.
Mechanical Stress and Movement in Cable Application in Industry
Fixed Installation Cable Applications
Fixed installation cables are used in stationary industrial systems such as power distribution panels, permanent machinery wiring, and infrastructure installations.
These cables are designed for long-term stability rather than flexibility.
Buyers should focus on mechanical protection, insulation quality, and compliance with installation standards to ensure long service life.
Flexible and Continuous Motion Cable Applications
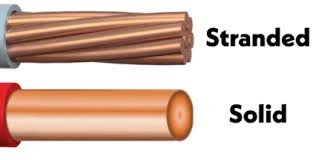
In applications involving movement, such as robotic arms, drag chains, and automated handling systems, cables must withstand repeated bending and torsion.
Cable application in industry for dynamic environments requires finely stranded conductors, flexible insulation, and abrasion-resistant jackets.
Selecting a cable not designed for motion often results in conductor breakage and unexpected system failure.
Key Buyer Questions About Cable Application in Industry (People Also Ask)
What is the most important factor in selecting an industrial cable?
The most important factor is matching the cable to its actual industrial application, including electrical load, environmental conditions, mechanical stress, and safety requirements, rather than focusing solely on price or brand.
Are more expensive industrial cables always better?
Not necessarily. Higher-priced cables often include advanced features, but if those features are unnecessary for your specific application, they do not provide additional value.
The best cable is the one that precisely fits the application.
What makes industrial cables different from standard cables?
Industrial cables are designed for continuous operation, harsh environments, higher safety standards, and longer service life compared to general-purpose or residential cables.
How important are standards in industrial cable applications?
Standards are critical because they ensure cables have been tested for performance, safety, and reliability under defined conditions.
Buyers should always verify compliance with relevant international or industry standards.
How long do industrial cables typically last?
With correct selection, installation, and maintenance, industrial cables can last anywhere from 10 to 30 years or more, depending on operating conditions.
Real-World Example: Selecting Cables for an Automated Production Line
Consider a manufacturing facility upgrading to a fully automated production line.
The project requires power cables for motors, control cables for machine coordination, instrumentation cables for sensors, and data cables for system communication.
Choosing low-cost, non-industrial cables might reduce initial expenses, but within months, electromagnetic interference disrupts signals and causes frequent shutdowns.
By selecting cables specifically designed for industrial applications—properly shielded, temperature-rated, and mechanically robust—the facility achieves stable operation, improved efficiency, and significantly lower long-term costs.
Benefits of Proper Cable Application in Industry
• Reduced production downtime and operational interruptions
• Improved system reliability and performance
• Enhanced workplace safety
• Lower maintenance and replacement costs
• Better return on investment over the cable’s lifecycle
Practical Buying Tips for Industrial Cable Buyers
• Clearly define the real operating conditions before purchasing
• Match cable specifications to electrical, mechanical, and environmental needs
• Request technical documentation and test data from suppliers
• Avoid over-specifying or under-specifying cable features
• Consider total lifecycle cost, not just purchase price

Conclusion: Making Smarter Decisions with Cable Application in Industry Knowledge
Understanding cable application in industry allows buyers to make confident, strategic decisions that protect both equipment and investment.
Industrial cables are not interchangeable commodities; they are engineered solutions designed for specific challenges.
By focusing on application-driven selection rather than generic assumptions, buyers can achieve long-term reliability, operational efficiency, and cost control.
A well-chosen industrial cable is not an expense—it is a safeguard for your entire industrial system.
Frequently Asked Questions (FAQ)
1. What does cable application in industry include?
It includes power transmission, control signaling, data communication, instrumentation, and specialized applications under industrial conditions.
2. Can standard cables be used in industrial environments?
Only in limited, low-stress situations. Most industrial applications require cables specifically designed for harsh conditions.
3. How do I choose cables for high-interference environments?
Select industrial cables with appropriate shielding and grounding to protect signal integrity.
4. Why is cable jacket material important in industry?
The jacket protects the cable from chemicals, heat, moisture, and mechanical damage, directly affecting service life.
5. Is proper cable selection a long-term investment?
Yes. Correct cable application reduces failures, downtime, and maintenance costs, delivering strong long-term value.